| 品牌 | 聚烯烃 |
|---|---|
| 货号 | pp H101 |
| 用途 | 工业应用 |
| 特性级别 | 阻燃级|||增韧级|||增强级|||耐高温|||耐低温|||导电级|||标准级|||高强度|||高结晶(HCPP)|||高滑动|||高光泽|||高刚性||| |
| 牌号 | pp H101 |
| 型号 | pp H101 |
| 加工级别 | 注塑级|||热熔级|||拉丝级|||挤出级|||压延|||脱模级|||喷涂|||模塑|||吹膜级|||包覆||| |
| 品名 | PP |
| 外形尺寸 | 来电询问 |
| 用途级别 | 通用级|||填充级|||汽车部件|||管材级|||电子电器部件|||薄膜级|||照明灯具|||运动器材|||型材|||纤维|||流延膜专用料|||家电部件|||电线电缆级||| |
| 生产企业 | 聚烯烃 |
| 是否进口 | 否 |
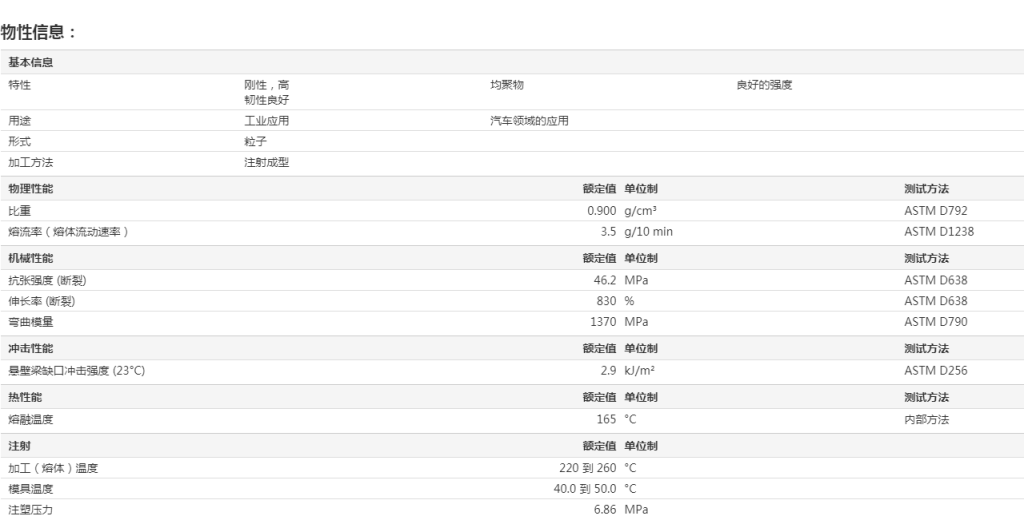
PP聚烯烃H101
品牌 新加坡聚烯烃
PP塑胶原料注塑工艺
干燥处理:如果储存适当则不需要干燥处理。
熔化温度:220~275C,注意不要超过275C。
模具温度:40~80C,建议使用50C。结晶程度主要由模具温度决定。
注射压力:可大到1800bar。
注射速度:通常,使用高速注塑可以使内部压力减小。如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。
流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。建议使用通体为圆形的注入口和流道。所有类型的浇口都可以使用。典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口。 对于边缘浇口,小的浇口深度应为壁厚的一半;小的浇口宽度应至少为壁厚的两倍。PP材料完全可以使用热流道系统。
COSMOPLENE PP AZ564 高流动性
COSMOPLENE PP AZ564G 抗冲击
COSMOPLENE PP AZ864 抗冲击
COSMOPLENE PP FA8013E 高刚度
COSMOPLENE PP FC9411G 薄膜级 高刚度
COSMOPLENE PP FC9411L 无规共聚 高透明 高刚性
COSMOPLENE PP FC9412G 高粘结
COSMOPLENE PP FC9412L 无规共聚 抗冲击
上海晖航新材料有限公司一贯坚持“诚信经营、顾客至上、执着创新、共同发展”的理念。不断为客户提供更廉价美的产品和更完善的服务,真诚的与您合作,共同创造美好的未来。